���^���ƕ� �ɓ쎖�Ə�
“ ONE FOR ALL ” ��l�݂͂�Ȃ̂��߂Ɂ@���^���ƕ��@�ɓ쎖�Ə��ł́A��^���ꐬ�`�Z�p���x�[�X�ɂ������AINJ�ASPM���^�𒆐S�ɁA��^�v���X�`�b�N�ˏo���`�ASMC�EBMC�ARIM���^�̐v������s���Ă���܂��B�܂����ЈȊO�Ő��삳�ꂽ���^�����e�i���X�A�v�ύX�A��^MC�ɂ��@�B���H�x�����Ή����Ă��܂��B
�������͈�l��l�̒m���A�o���A�m�b�����W���n�����̍������^�����ڎw���܂��B

���`������CAE��͂̃��o�[�X�G���W�j�A�����O
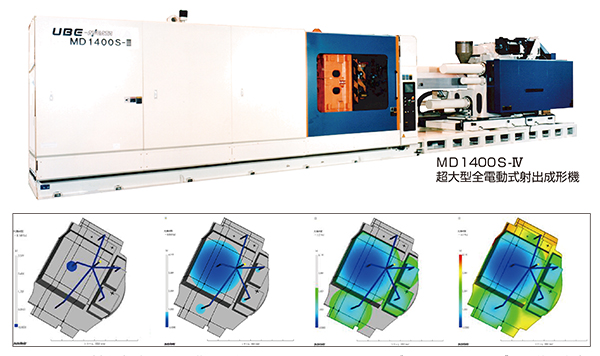
�@Moldflow�͎ˏo���`CAE�̕���ɂ����ă��[���h���C�h���f�t�@�N�g�X�^���_�[�h�I�ȑ��݂ŁA
������͂��͂��߁A���^���̉��x���z�A���^��̔���ό`�Ȃǂ̏ڍׂȗ\�����\�Ȃ��Ƃ��琻�i�J��
�v���Z�X�̐v�i�K�Ő��`���̋��^���̏�Ԃ�`��̐��i�̌`��ȂǁA�ڍׂȗ\���V�~�����[�V����
���s�����Ƃ��o���܂��B����ɂ���Ď�����^�̍쐬��g���C&�G���[�̍팸�A����Ƀ��[�h�^�C����
�Z�k��R�X�g�팸�A�����Đ��i�i���̌���Ƃ����������b�g������܂��B

�ɓ�H��FMAX 1500 TON SPM ���`�@�ɂ��ʎY���� �Ή��\[�c�^]
�߉Y�H��FMAX 1400 TON�@INJ ���`�@�ɂ��ʎY���� �Ή��\[���^]
�������͈�l��l�̒m���A�o���A�m�b�����W���n�����̍������^�����ڎw���܂��B
�ɓ쎖�Ə��̃f�W�^���G���W�j�A�����O�T�|�[�g
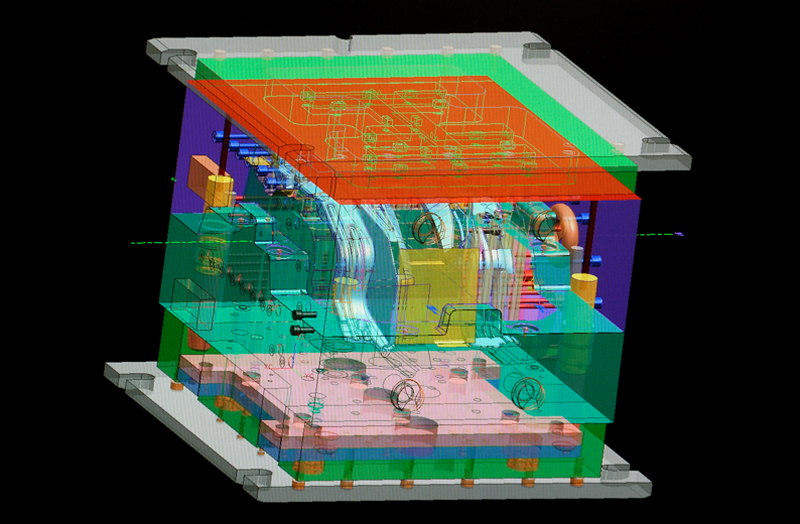
3DCAD�ɂ����^�v����ѐ��i���`������CAE��͂̃��o�[�X�G���W�j�A�����O
�@Moldflow�͎ˏo���`CAE�̕���ɂ����ă��[���h���C�h���f�t�@�N�g�X�^���_�[�h�I�ȑ��݂ŁA
������͂��͂��߁A���^���̉��x���z�A���^��̔���ό`�Ȃǂ̏ڍׂȗ\�����\�Ȃ��Ƃ��琻�i�J��
�v���Z�X�̐v�i�K�Ő��`���̋��^���̏�Ԃ�`��̐��i�̌`��ȂǁA�ڍׂȗ\���V�~�����[�V����
���s�����Ƃ��o���܂��B����ɂ���Ď�����^�̍쐬��g���C&�G���[�̍팸�A����Ƀ��[�h�^�C����
�Z�k��R�X�g�팸�A�����Đ��i�i���̌���Ƃ����������b�g������܂��B
�ɓ�E�߉Y���Ə� �ʎY���`�O���[�v
�@���q�l�̎���ɑΉ�����ׁA�ɓ�H��E�߉Y�H��̑�^���ꐬ�`�@��p���ď����b�g���Y�A�ʎY���`�A ���H�܂Ńv���X�`�b�N���^�Ɋւ���g�[�^���\�����[�V�����������܂��B�ɓ�H��FMAX 1500 TON SPM ���`�@�ɂ��ʎY���� �Ή��\[�c�^]
�߉Y�H��FMAX 1400 TON�@INJ ���`�@�ɂ��ʎY���� �Ή��\[���^]
![�ɓ�H��F600�`1500TON SPM���`�@�ɂ��ʎY���� �Ή��\[�c�^]](lightbox/large/kanagata/hekinan_01.jpg) |
![�߉Y�H��F450�`1400TON�@INJ���`�@�ɂ��ʎY���� �Ή��\[���^]](lightbox/large/kanagata/hekinan_02.jpg) |
�ɓ�H�� ���Y�ݔ����
 |
 |
 |
||
���^�v�}(3����) |
MCR-S ����5���������H�@ |
������SPM���^(�^�d��30T) |
 |
 |
 |
||
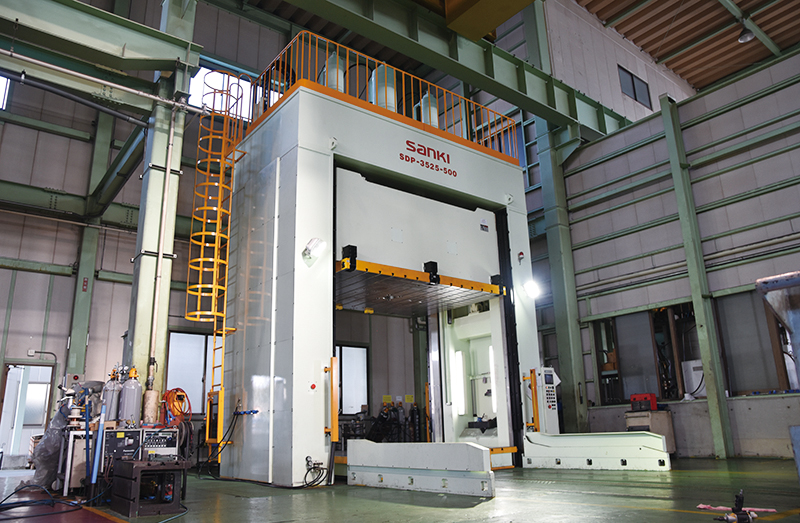
SANKI SDP-3525-500 |
2�F�ˏo���`�@�@MD450S-�W |
���^MC KZM-14R |
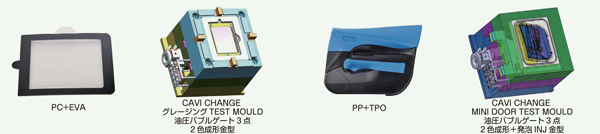
���푽�ʂȐ��`�v���Z�X�ɂ�鍂�@�\�E���t�����l���`
| �@�\���̓\�荇�킹���`�ɂ����āA���`���̕\��ނ��鑹���ɑ����Ƃ��ĕ\��ނ̉��x�ω��ƔM�����ɒ��ڂ��A�]���Ƃ͈قȂ����\�荇�킹���@���J�����܂����B ���`���ɋ��^���͂��ɊJ�����Ƃɂ��A��������ѕ\��ނ̉��x���ǂ̂悤�ɕω����邩���肷�邱�Ƃŕ\��ނ̃_���[�W���y��������@�ŁA�t�ɋ����_���[�W��^���ċ��^�\�ʌ`��̃V�[�g�ւ̓]�ʂ��s���܂��B����ɕ\��������`�����łȂ��A���A���`�Ƃ̑g�ݍ��킹��R�E�C���W�F�N�V�����Ƃ̑g�����Ȃǂ��q�l�̐��i�̍��ʉ����@�\���ȂǍ��t�����l���`�ɍv���v���܂��B |
 |
�R�A�o�b�N���A���` |
�R�A�o�b�N���A���`�C���[�W |
|
 |
 |
�R�A�o�b�N���A���`�C���[�W�{�\�瓯���\���i�O�������ْf�j
|
 |
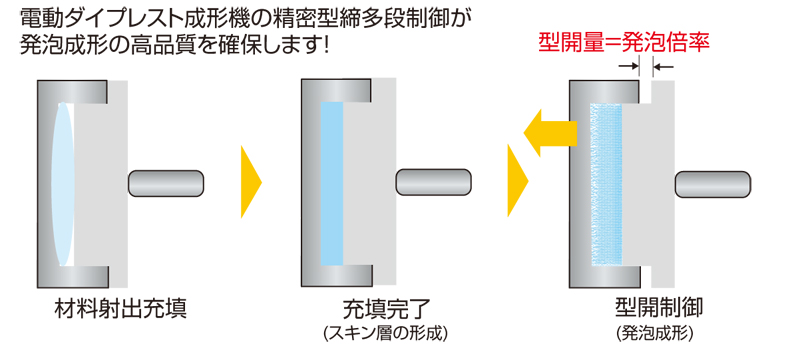
SP���[���h�̓�������уv���Z�X |
 |
|
| 1.�ሳ���`�i�^�g�����ɒሳ�Œ���) |
||
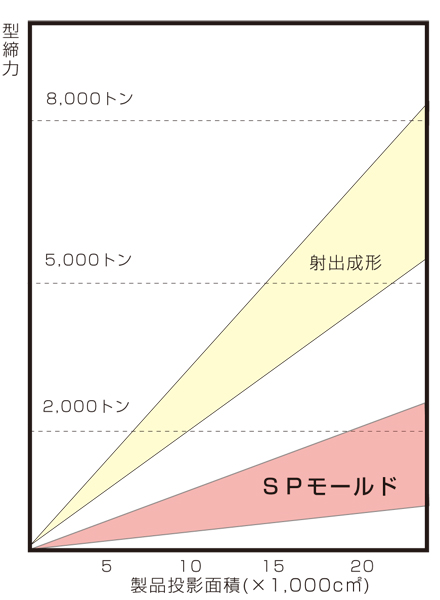
| �ˏo���`�Ɣ�r���ċ������͂�1/2�`1/10�A�^�����͂�1/3�`1/6�̒ሳ�Ő��`���\�ł��B | ||
| 2.�ψ�Ȑ��`���� |
||
| ���i�S�ʂɂقڋψ�Ȉ��͂������邽�߁A�c���c�����Ȃ��A�ό`�̏��������`���\�ł��B | ||
| 3.���l�ȉ��p�v���Z�X�ƃe�N�j�b�N |
||
| ��ʔ�\�����`�A�\��ޓ\�����`(�S�ʓ\���A�����\���A���F�\��)�A���A���`�A�K�X�������`���@�ۋ������`�A�H�w�I��c���`���A���̖ړI�ɉ������v���Z�X�����p�ł��܂��B |
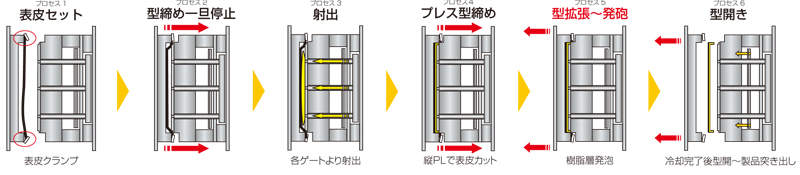
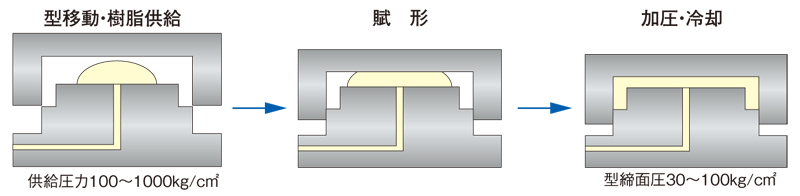
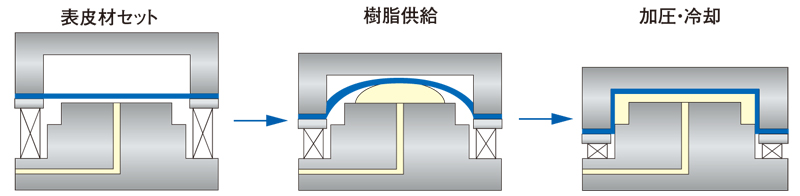
SP���[���h�̊�{�v���Z�X |
SP���[���h�̓��� |
|
 |
 |


